
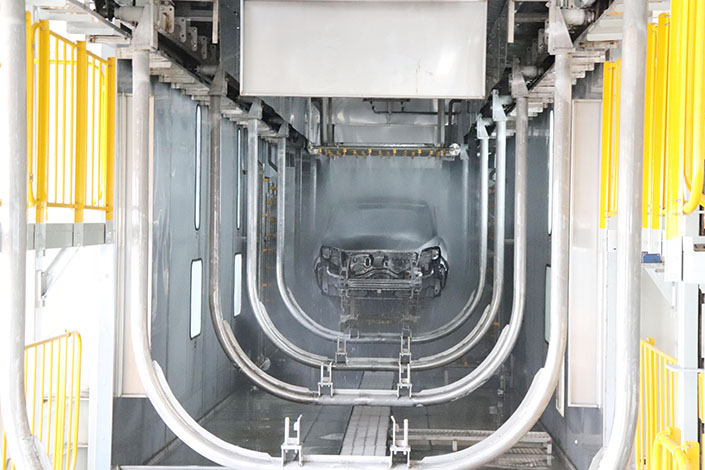
Ligne de production de prétraitement de type pulvérisation

Le prétraitement du revêtement comprend le dégraissage (dégraissage), l'élimination de la rouille, la phosphatation en trois parties.La phosphatation est le lien central, le dégraissage et l'élimination de la rouille sont le processus de préparation avant la phosphatation, donc dans la pratique de la production, nous ne devons pas seulement nous concentrer sur le travail de phosphatation, mais aussi partir des exigences de qualité de la phosphatation, faire un bon travail en plus de l'élimination de l'huile et de la rouille, faites particulièrement attention à l'influence mutuelle entre eux.
Dégraissage dérouillage
Avec le développement de l'industrie, la protection de l'environnement et l'amélioration des conditions de travail sont devenues une préoccupation commune.Par conséquent, le besoin de protection de l'environnement doit être pris en compte lors de la sélection des agents.Par conséquent, le choix de l'agent d'élimination de l'huile nécessite une préparation simple, la capacité de déconfinement est forte, ne contient pas d'hydroxyde de sodium, de silicate, d'émulsifiant OP et d'autres composants difficiles à nettoyer à température ambiante, facile à laver à température ambiante, ne contient pas de substances toxiques substances, ne produisent pas de gaz nocifs, bonnes conditions de travail.La sélection du dérouillant nécessite l'inclusion de promoteurs, d'inhibiteurs de corrosion et d'inhibiteurs, peut améliorer la vitesse d'élimination de la rouille, empêcher la pièce de surcorrosion et de fragilisation par l'hydrogène, peut mieux inhiber le brouillard acide.Est particulièrement digne d'inhibition du brouillard acide, se produisant dans le processus de décapage du brouillard acide, de la corrosion de l'équipement et de l'usine, non seulement pollue l'environnement, et peut provoquer des caries dentaires, des rougeurs conjonctivales dentaires, des larmes, des douleurs, une gorge sèche, de la toux et d'autres symptômes , si efficacement inhiber le brouillard acide, non seulement le besoin de protection de l'environnement, ou pour des raisons de santé aux besoins du travailleur.



Lavage à l'eau
Le lavage après l'élimination de l'huile et de la rouille, bien qu'il fasse partie du processus auxiliaire avant la peinture, doit également faire l'objet d'une attention suffisante.Après élimination de l'huile et élimination de la rouille, la surface de la pièce est facile à adhérer à certains tensioactifs non ioniques et CL-.Si ces substances résiduelles ne sont pas soigneusement nettoyées, elles peuvent provoquer un amincissement du film de phosphatation, des défauts linéaires et même une phosphatation.Par conséquent, pour améliorer la qualité du lavage à l'eau après l'élimination de l'huile et de la rouille, il est nécessaire de procéder à plusieurs rinçages, deux rinçages, durée 1-2min, et de remplacer fréquemment l'eau pour s'assurer que la valeur du PH de l'eau est comprise entre 5 et 7. .
Phosphatation
Le soi-disant phosphatage, se réfère à la pièce métallique après avoir contenu un traitement de solution acide de phosphate dihydrogène, une réaction chimique et dans sa surface pour générer une couche de film de phosphate insoluble stable, le film est appelé film de phosphatation.Le but principal du film de phosphatation est d'augmenter l'adhérence du revêtement et d'améliorer la résistance à la corrosion du revêtement.Il existe de nombreuses méthodes de phosphatation, selon la température de phosphatation, peuvent être divisées en phosphatation à haute température (90-98℃), phosphatation à température moyenne (60-75℃), phosphatation à basse température (35-55℃) et température normale phosphatation.
Passivation
La technologie de passivation du film de phosphatation est largement utilisée en Amérique du Nord et dans les pays européens.La technologie de passivation est basée sur les caractéristiques du film de phosphatation lui-même.Le film de phosphatation est mince, généralement en 1-4G/m2, le maximum n'est pas supérieur à 10g/m2, la zone de pores libres est grande et la résistance à la corrosion du film lui-même est limitée.Certains même dans le processus de séchage sur la rouille jaune rapide, après phosphatation d'un traitement fermé de passivation, peuvent être une oxydation du métal exposée aux pores du film de phosphatation, ou la formation d'une couche de passivation, le film de phosphatation peut jouer un remplissage, une oxydation, rendre le film de phosphatation stable dans le atmosphère.
Séchage du film de phosphatation
Le séchage du film de phosphatation peut jouer deux rôles, d'une part, c'est de préparer le processus suivant pour éliminer l'eau à la surface du film de phosphatation, d'autre part, c'est d'améliorer encore la résistance à la corrosion du film après revêtement.
Pour établir une ligne de prétraitement de revêtement, la conception du procédé doit être achevée avant la conception, la fabrication et l'installation d'équipements non standard.Par conséquent, la conception du processus est la base de la chaîne de production, et l'itinéraire correct et raisonnable aura un bon impact sur l'opération de production et la qualité du produit.
Utilisé pour toutes sortes de peinture de pièces, d'autres modèles peuvent être personnalisés.
Produits connexes
-

Ligne de production d'électrophorèse de cabine automobile
La peinture électrophorétique implique généralement quatre processus simultanés 1. Électrophorèse : sous l'action d'un champ électrique à courant continu, des particules colloïdales chargées positives et négatives vers un mouvement de direction négatif et positif, également connu sous le nom de natation.2. Électrolyse : la réaction d'oxydo-réduction s'effectue sur l'électrode, mais le phénomène d'oxydation et de réduction se forme sur la ...
